
















 The Right Approach: I Hear the Train A Comin'
The Right Approach: I Hear the Train A Comin' It’s Only Common Sense: OCCAM—the Time Is Now
It’s Only Common Sense: OCCAM—the Time Is Now Marcy's Musings: The Growing Industry
Marcy's Musings: The Growing IndustryMicrovias: Links of Faith are Not Created Equally
July 18, 2019 | Jerry Magera and J.R. Strickland, Motorola Solutions Inc.Estimated reading time: 5 minutes
Abstract
Microvias connect adjacent copper layers to complete electrical paths. Copper-filled microvias can be stacked to form connections beyond adjacent copper layers. Staggered microvias stitch adjacent copper layers with paths that meander on the layers between the microvias. Both microvia configurations are formed by essentially the same sequential operations of laser drill, metallization, and patterning, using various chemical, mechanical, and thermal treatments to form each layer, one over the other. Stacked microvias must be filled while staggered microvias do not. Process specifics differ from manufacturer to manufacturer.
Stacked microvias fracture during reflow assembly while staggered microvias do not. Assembly reflow subjects the printed wiring board (PWB) to the greatest temperature excursion. Stacked microvias with a weak interface fracture during assembly reflow and are a hidden reliability threat. This phenomenon was reported in IPC-WP-023 [1] in May of 2018. IPC-TM-650 Method 2.6.27A is a performance-based PWB acceptance test that detects fractured microvias. SEM pictures are presented to initiate discussions in the search for the root cause. Included are cross-section images of completed microvia structures, SEMs after laser drill, and after electroless copper. Not all stacked microvias fail. To learn why, microvia samples were collected from different PWB suppliers. Microvias drilled by UV lasers are compared to microvias drilled by other laser configurations. The images show that microvia structure was influenced by laser type. This article discusses the various laser-drilled microvias and presents SEM photographs to begin the search for the root cause of weak copper interface.
Introduction
The search for root cause in this article focuses on laser drill. Not all stacked microvias fail. To learn why, microvia samples drilled by UV lasers were visually compared to microvias drilled by other laser configurations. Samples were extracted after laser drill and after electroless copper. SEM analysis provided high-resolution views for comparison. The SEM pictures revealed that microvia structure was influenced by laser type.
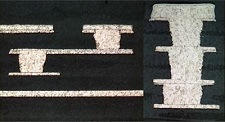
Figure 1: Cross-section of layer 1 to layer 3 staggered copper filled microvia and layer 1 to layer 4 stacked copper filled microvia. Cross-sections were polished and microetched to reveal copper structure.
Figure 1 shows a two-level staggered microvia and a three-level stacked microvia. Both configurations are used in PWBs; however, when both were used on same PWB, the stacked microvia failed during reflow assembly while the staggered microvia did not. The microvias were formed with a UV-CO2 combo laser UV clean followed by desmear, electroless copper, and electrolytic copper fill.
Figure 2: Cross-section of a three-stack microvia failure.
Both stacked and staggered microvias must survive reflow assembly. A cross-section of a failed three-stack microvia shown in Figure 2 revealed a separation between the target pad and plated copper fill at both layers 2 and 4. The microvias were drilled with a UV laser followed by desmear, electroless copper, a copper strike, then copper fill. The UV laser ablation parameter was set to dig into the copper target pad. The UV-drilled microvia failed during reflow assembly.
Figure 3 is SEM photograph of a UV laser-drilled, copper-filled microvia cross-section before assembly reflow. The copper-fill to target pad interface as shown is a complex structure that meanders into the layer 2 plated copper. Arrow (a) points to a UV laser-formed copper burr at the knee of the copper foil. Arrow (b) points to a thin demarcation that follows the copper fill to copper strike interface. Arrow (d) points to the electroless layer between the copper foil and electroplated copper. Arrows (c) and (e) point to interface features that are darker and coarser than the plated copper. The electroplated copper strike to electroless copper to target pad interfaces were obscured by the features created by the UV laser ablation.
Figure 3: UV-only laser-drilled copper-filled microvia: (a) UV-laser-induced burr formed on copper foil; (b) Demarcation between copper fill and copper strike; (c) Feature with different texture compared to the plated copper; (d) Electroless copper layer between copper foil and electroplated copper; (e) Feature with texture different compared to the plated copper.
UV laser-drilled stacked microvias failed reflow assembly more frequently compared to microvias drilled by other laser types. The difference was related to the UV laser created features present between the copper fill and target pad as shown in Figure 3. The features, only observed in UV laser-drilled microvias formed as copper melted and recast in the presence of air, coincide with the weak points that fracture when thermally stressed during reflow assembly. The rest of this article presents SEM photographs of microvias after laser drill and after electroless copper to show the condition of the copper surface of the target pad produced by the commonly practiced laser processes.
Results and Discussion
The PWB manufacturing base uses different laser types, plating chemistries, and laminate materials in the manufacture of PWBs with microvias. A reliable stacked microvia depends on the condition of the target pad after the laser process. Laser drilling is the accepted method of forming microvias. UV Nd:YAG and CO2 lasers were developed to drill microvias and are commercially available in four different configurations to the PWB industry.
1. UV Nd:YAG Laser
The UV laser can micro-machine a variety of materials, including copper and glass-reinforced dielectric laminate to produce unique features. The ability to ablate copper can potentially damage copper surfaces, such as the target pad of a microvia. SEM photographs of target pads touched by the UV beam show evidence of melted copper and copper particles that were explosively ejected from the melted copper surface. Copper flow patterns were visible on the target pad along with porosity and inclusions that were characteristic of the sputtering and recasting of molten copper. Molten copper flow patterns were visible over the surface of the target pad and the rim of the outer layer copper foil surrounding the microvia opening—basically any copper surface the UV beam contacted. Constructions require surface copper thickness thinner than target copper thickness to prevent the UV beam from piercing the target pad copper. In most constructions, UV copper ablation requires entry copper to be less than 0.5-oz. copper weight.
To read the full article, which appeared in the July 2019 issue of PCB007 Magazine, click here.
Share on:




Suggested Items
Designer’s Notebook: What Designers Need to Know About Manufacturing, Part 2
04/24/2024 | Vern Solberg -- Column: Designer's NotebookThe printed circuit board (PCB) is the primary base element for providing the interconnect platform for mounting and electrically joining electronic components. When assessing PCB design complexity, first consider the component area and board area ratio. If the surface area for the component interface is restricted, it may justify adopting multilayer or multilayer sequential buildup (SBU) PCB fabrication to enable a more efficient sub-surface circuit interconnect.
Insulectro’s 'Storekeepers' Extend Their Welcome to Technology Village at IPC APEX EXPO
04/03/2024 | InsulectroInsulectro, the largest distributor of materials for use in the manufacture of PCBs and printed electronics, welcomes attendees to its TECHNOLOGY VILLAGE during this year’s IPC APEX EXPO at the Anaheim Convention Center, April 9-11, 2024.
ENNOVI Introduces a New Flexible Circuit Production Process for Low Voltage Connectivity in EV Battery Cell Contacting Systems
04/03/2024 | PRNewswireENNOVI, a mobility electrification solutions partner, introduces a more advanced and sustainable way of producing flexible circuits for low voltage signals in electric vehicle (EV) battery cell contacting systems.
Heavy Copper PCBs: Bridging the Gap Between Design and Fabrication, Part 1
04/01/2024 | Yash Sutariya, Saturn Electronics ServicesThey call me Sparky. This is due to my talent for getting shocked by a variety of voltages and because I cannot seem to keep my hands out of power control cabinets. While I do not have the time to throw the knife switch to the off position, that doesn’t stop me from sticking screwdrivers into the fuse boxes. In all honesty, I’m lucky to be alive. Fortunately, I also have a talent for building high-voltage heavy copper circuit boards. Since this is where I spend most of my time, I can guide you through some potential design for manufacturability (DFM) hazards you may encounter with heavy copper design.
Trouble in Your Tank: Supporting IC Substrates and Advanced Packaging, Part 5
03/19/2024 | Michael Carano -- Column: Trouble in Your TankDirect metallization systems based on conductive graphite or carbon dispersion are quickly gaining acceptance worldwide. Indeed, the environmental and productivity gains one can achieve with these processes are outstanding. In today’s highly competitive and litigious environment, direct metallization reduces costs associated with compliance, waste treatment, and legal issues related to chemical exposure. What makes these processes leaders in the direct metallization space?